Essenin SCHWEISSEN & SCHNEIDEN-messut ovat Euroopan suurimmat hitsausalan messut. Tavallisesti messut pidetään neljän vuoden välein, mutta koronapandemian takia väli venyi nyt kuuteen. Messuilla nähdään alan isoja ja pieniä toimijoita esittelemässä tuotteita, tekniikoita ja innovaatioita. Messut antavat kattavan kuvan trendeistä ja suunnista, johon alan kehitys on menossa.
Tässä artikkelisarjassa tarkastelemme kahta messuilla esillä ollutta, tuottavuutta nostavaa ratkaisua, joiden pohtimista myös Itä-Suomalaisissa konepajoissa olisi syytä tehdä. Nämä ratkaisut ovat käsikäyttöiset hitsauslaserit ja hitsaavat cobotit, eli yhteistyörobotit. Molemmat ovat hinnoiltaan pk-yritysten ulottuvilla, Suomalaisia laitetoimittajia löytyy ja ratkaisujen käyttöönotto sekä hyödyntäminen tuotannossa ovat suhteellisen helppoa.
Artikkelisarjan 1. juttu hitsaavista coboteista löytyy täältä
Käsilasereiden loikka
Käsikäyttöisten työstölasereiden tarjonta oli todella laaja, varsinkin verrattuna kuuden vuoden takaisiin messuihin, silloin kun vastaavia laitteita ei ollut esillä lainkaan. Tyypillisin käytettävä prosessi laitteilla on hitsaus, jonka lisäksi käsikoneilla voidaan myös leikata sekä tehdä puhdistusta, joidenkin valmistajien laitteilla jopa yhdellä ja samalla koneella. Useampaan prosessiin taipuvan laitteen (kuva 1.) mahdollinen puhdistusominaisuus soveltuu tyypillisesti railon ja hitsin puhdistukseen. Laajempiin puhdistustarpeisiin löytyy lähtökohtaisesti tähän prosessiin varta vasten toteutettuja, tehokkaita ratkaisuja.

Kuva 1. Stahlwerk -merkkinen 3-in-1 yhdistelmä laser, prosesseina hitsaus, leikkaus ja puhdistus
Käsilaserilla voidaan hitsata ilman lisäainetta tai lisäaineen kanssa (kuva 2.), joka on ehkä tyypillisin ratkaisu. Langansyöttö oli toteutettu yleensä vastaavilla laitteilla, joita käytetään lisäaineellisessa tig-hitsauksessa. Parilla toimijalla oli myös esillä ratkaisu, jossa syötetään sulaan yhtä aikaa kahta lankaa, mahdollistaen mm. isommat ilmaraot sekä pinnoitusprosessin.

Kuva 2. Näkymä suojahuoneeseen, laserhitsauspoltin varustettuna langansyötöllä
Turvallisuus
Lasertyöstöstä puhuttaessa on aina syytä muistaa turvallisuus. Käsilasereiden aallonpituudet ovat yleensä 1030-1070 nm paikkeilla, joka on silmälle näkymätöntä ja vaarallista valoa. Tilassa, jossa laserilla hitsataan, silmät ja iho täytyy suojata suoralta sekä heijastuneelta säteeltä. Kaarihitsausta joskus huonolla maskilla tehnyt yleensä oppii erheestään ja hoitaa seuraavalle kerralle suojauksen kuntoon. Laser ei kuitenkaan aiheuta ”hiekkaa” tai ”sähköä” -ilmiötä silmiin, vaan voi lyhyessäkin altistuksessa aiheuttaa peruuttamattomia kudosvaurioita. Tarkoitukseen soveltuvat suojalasit ovat siis ehdottoman tärkeät! [1] [2]

Kuva 3. Lasersuojahuone asiaan kuuluvilla huomio merkeillä
Euroopan alueella myytävät laitteet ovat lähtökohtaisesti CE-merkittyjä, mutta työnantaja on vastuussa niiden turvallisesta käytöstä! Näin ollen tekniset, henkilökohtaiset ja organisatoriset suojaustoimet on tärkeä huomioida jo käsilaserin hankintaa pohtiessa. Ammattitaitoiset laitetoimittajat antava tietoa turvallisesta käytöstä sekä mielellään myyvät suojahuoneen ja muut suojakamppeet. Se, miten laitetta käytetään turvallisesti jää asiakkaan vastuulle!
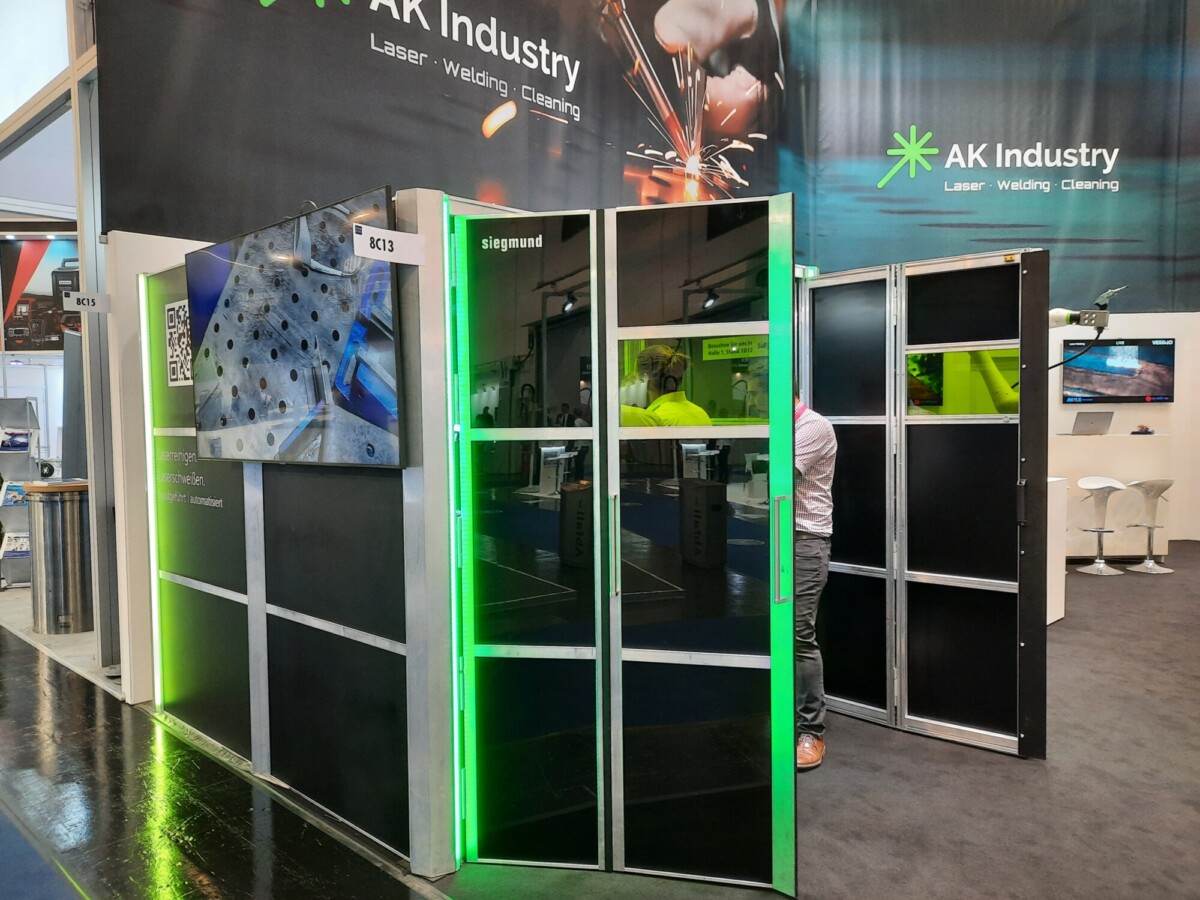
Kuva 4. Siegmund:n versio lasersuojahuoneesta
Turvallinen tuotanto on helpointa toteuttaa laittamalla tuote, tekijä ja laser tilaan, suojahuoneeseen, josta säde ei pääse ulos (kuvat 3. ja 4.). Umpinainen huoneen ei välttämättä tarvitse olla, käytetyn aallonpituuden suodattavia ikkunoita on markkinoilla (kuva 5.). Suojahuoneen ovi tai ovet tyypillisesti varustetaan turvakäyttöön tarkoitetuilla rajakytkimillä, jolloin oven mahdollinen avaus sammuttaa laserin. Jututin useampaa edustajaa messuilla ja ainakin heidän laitteistaan turvaominaisuutena tähän löytyy tulo eli input. Mutta onko laitteen turvapiiri kahdennettu ja millainen vasteaika on, vastauksissa oli jo enemmän hajontaa.

Kuva 5. Lasersuoja ikkunoita on saatavilla, mikäli itse mielii suojahuoneen rakentaa
Käsilaserkoneesta lähtee maakaapeli perinteisen hitsauskoneen tapaan, joskin ohuempi johdin, joka viedään hitsauspöytään. Hitsauspolttimen täytyy olla kontaktissa hitsattavan kappaleen kanssa suuttimen kautta, jotta laserilla on lupa toimia (kuva 6). Tahattomat polttimen käytöt pyritään eliminoimaan erilaisilla sallintapainikkeilla (kuva 7.). Toteutuksia oli muun muassa erillisellä kaksitoimisilla sallintapainikkeella ja käyttöpainikkeella tai erillisellä jalkapolkimella tapahtuva sallinta (kuva 8.). Näin pyritään estämään, että hitsauspoltinta ei voi käyttää sädepyssyn tapaan tahattomasti tai tahallaan. Hitsarilla tulee lisäksi olla kyseisen laserin aallonpituuden suodattavat suojalasit sekä riittävästi suojaavat maski sekä vaatetus ja käsineet. Lämpöä ja roiskeita syntyy kuten kaarihitsauksessa.

Kuva 6. IPG LightWeld ja turvapiiri maadoituskenkä [3]
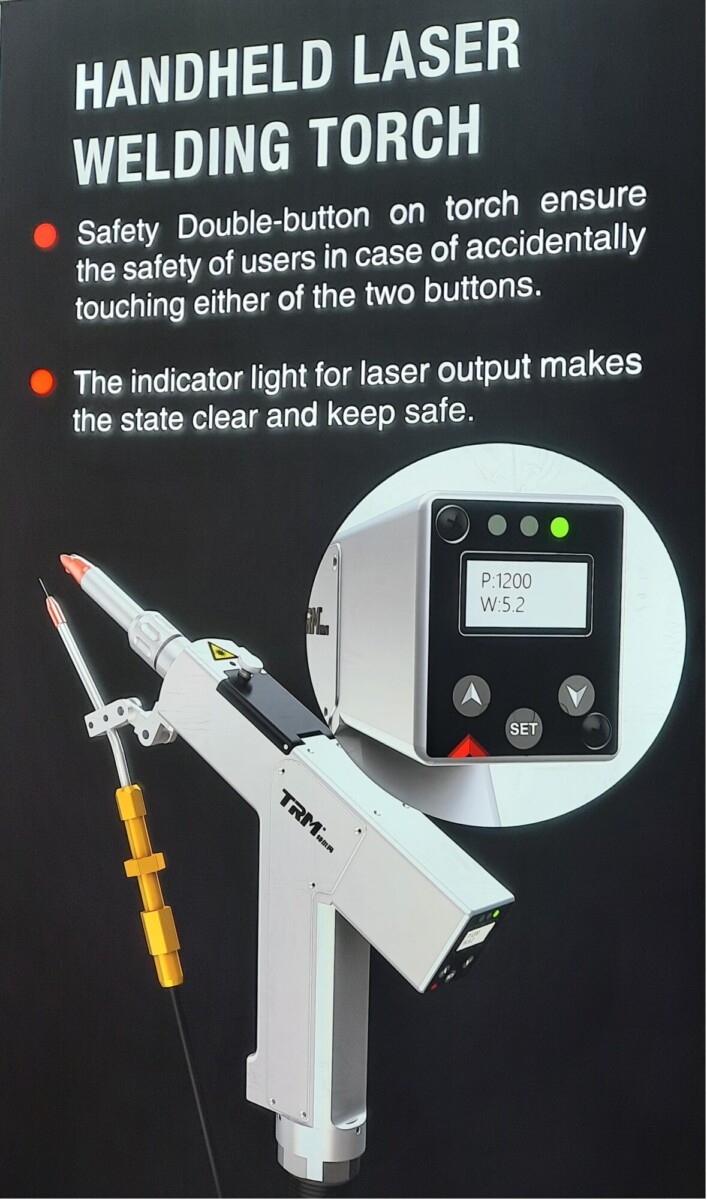
Kuva 7. TRM:n tuplapainikkeella varustettu pistooli

Kuva 8. Blue Lasertools:n jalkakäyttöinen sallintapoljin
Käsityöstölasereiden valmistajien skaala on laaja, kuten perinteisissäkin hitsauskoneissa. Karkeaa jakoa itse koneiden käytettävyyden osalta voidaan tehdä ns. käyttelykoneisiin ja linjakoneisiin (kuva 9.). Linjakoneista tyypillisesti löytyy nestejäähdytys ja ne toteutettu tarpeeseen, jossa hitsaus on pääasiallinen tekeminen. Käyttö voi olla manuaalista mutta myös mekanisoitua tai automatisoitua, nestejäähdytyksen nostaessa hankintahintaa useilla tonneilla. Käyttelykoneissa ei välttämättä ole nestejäähdytystä, ja tekeminen sisältää tyypillisesti muutakin kuin pelkkää hitsausta. Näiden mitat ovat pienimmillään ”mahtuu farmariin” -luokkaa, linjakoneiden kanssa tarvitaan pakettiauto. Tyypillistä molemmille konetyypeille on suojakaasun käyttö, ainakin typpi mainittiin, jonka avulla suojataan hitsauspolttimessa oleva suojaikkunaan roiskeilta ja huuruilta. Muiden mahdollisten suojakaasujen käyttö tulee miettiä hitsattavan materiaalin mukaan.

Kuva 9. Blue Lasertools:n ”linjakone”
Messuilla esillä olleiden laitteiden tehot hitsaukseen olivat 0,5 kW:sta 3 kW:iin. Yleisin teholuokka laitteilla oli 1,5 kW, jonka ilmoitettiin lähes aina mahdollistavan noin 4 mm tunkeuman.
Messuosastoilla esiteltiin hitsausdemoja ja useat toimijat olivat varustautuneet laserturvallisilla suojahuoneilla. Ainakin yhdeltä näytteilleasettajalta demojen teko oli kielletty messujärjestäjän taholta, heillä ei ollut kokonaan suljettavaa suojahuonetta vain kolmelta suunnalta suojaavat pleksi seinät.
Tein kevyen messugallupin 1,5 kW käyttelykoneista, jotka tuntuvat olevan yleisin tarjottava teholuokka. Tiedot ovat suuntaa antavia ja kertovat ainakin laajasta skaalasta. Saamani halvin, veroton hinta 6500 € oli kiinalaisen valmistajan, sisältäen langansyöttölaitteiston. Ulkoisesti laitteen käyttöliittymä ja viimeistely näytti huolitellulta mutta ko. osastolla ei ollut demoja mahdollista esitellä. Valtaosa gallupini 1,5 kW käyttelykoneista olivat 20-25k€ hinnoiltaan välillä. Kuten kaarihitsauslaitteissa, läntisten ja Aasian toimijoiden välillä hintaero on. Toimivuudesta toivottavasti kuullaan lähivuosina viimeistään käytännön kokemusten kautta lisää.
Miksi vaivautua miettimään?
Käsilaserhitsaus on parhaimmillaan useita kertoja nopeampaa kuin perinteiset mig/mag tai tig -hitsaus. Suuri kuljetusnopeus sekä pieneen pinta-alaan kohdistuva iso teho pienentävät hitsausmuodonmuutoksia ja vähentävät viimeistelyn tarvetta. Tunkeuman hyödyntäminen hitsien mitoituksessa ei ole sallittua nykyisissä käsihitsaukseen liittyvissä standardeissa. Tätä standardien laatijat joutunevat pohtimaan, jotta uudelle prosessille saadaan toimivat standardit. Standardien salliessa, tunkeuma mahdollistaa läpihitsauksen sekä muut laserille sopivat liitostyypit antaen suunnittelulle vapauksia.
Käsilasereiden hinnat ovat toistaiseksi perinteisiä hitsauskoneita kalliimpia. Hintaero ei kuitenkaan ole enää kovin suuri perinteisten laitteiden hyväksi. Aasiassa on lasereilla isot sisämarkkinat ja näkisin että Eurooppa tulee tässä tapauksessa perässä teknologian osalta. Mikäli kehitys etenee samalla nopeudella kuin käsilaserit ovat markkinoille tulleet, voidaan olettaa, että hinnat tulevat laskemaan nykyisestään.
Hitsaripulan kanssa painitaan Suomessa eikä tilanne ole parempi maailmallakaan. Käsilaserilla hitsaaminen on helpompaa kuin perinteisellä kaarikoneella olettaen, että tuote, railomuodot sekä prosessiparametri ovat tarkoitukseen sopivat.
Turvallinen tuotanto vaatii suojausta, käytännössä seiniä ja ovia, jotka taas vaikuttavat työntekijöiden ja materiaalin liikkumiseen. Pitkälti sama filosofia on ollut vuosia käytössä hitsausrobottisoluissa, ne ovat kiinteitä pisteitä, joiden kautta materiaali liikkuu. Mikäli tuote on iso eikä jouhevasti liikuteltavissa vaatii turvallistamien enemmän miettimistä.
Tässä listattuna lyhyesti yksittäisiä pointteja sekä huomioitavia seikkoja, joiden kautta lähteä pohtimaan käsikoneiden hyödyntämistä omassa tuotannossa. Pelkän hitsausnopeuden tai muun yksittäisen pointin takia ostohousuja ei jalkaan kannata vedellä. Tuotantoa on jälleen kerran hyvä tarkastella laajemmin, jotta kaikki vaiheet tukevat turvallista tuotantoa.
Kirjoittaja: Aku Tuunainen, Tutkimusinsinööri, IWE
Lähteet:
https://fi.wikipedia.org/wiki/Laser
P. Scollo, G. Herath, A. Lobo, Retinal injury by industrial laser burn, Occupational Medicine, Volume 64, Issue 3, April 2014, Pages 220–222, https://doi.org/10.1093/occmed/kqt165
Ionix